
Sampling Columns
Quentin Dehaine
Senior Researcher at the Geological Survey of Finland (GTK), Circular Raw Material Hub (Vuorimiehentie 2) 02151, Espoo, Finland

Li Huachang and Zhu Mingwei
BGRIMM MTC Technology Co. Ltd, China
Martin Lischka
HERZOG Maschinenfabrik GmbH & Co. KG, Germany

Ralph Holmes
Honorary Fellow, CSIRO Mineral Resources, Australia
Case 1. Even a small sampling bias can have a BIG negative economic consequence
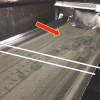
Poor sampling procedures for iron ore can lead to preferential exclusion of coarser high grade particles from shipment samples for analysis due to cutter apertures that are too small or cutter speeds that are too high. This leads to a negative bias on Fe content—the result is that shipments are also carrying away substantial lost revenues!
Pedro Carrasco, Pablo Carrasco and Eduardo Jara
Incorrect sampling operations cause huge economic losses to the mining industry, here illustrated by three industrial cases, which also show that when the Theory of Sampling (TOS) is applied correctly (ensuring unbiased sam-pling and analysis), considerable amounts of money can be saved.
Case 1
Sampling density influences the estimated value of mining plan alternatives

Kim H. Esbensen
Independent researcher, consultant, owner, KHE Consulting, Copenhagen
Abel Arkenbout
ToxicoWatch Foundation, Harlingen, The Netherlands

Elke Thisted
PhD, Manager Process Control & Development On-Line Analysis, Glencore Nikkelverk AS; Head of organisational committee for WCSB10
Pentti Minkkinen
Professor emeritus, Lappeenranta Lahti University of technology (LUT), Finland and President, Senior Consultant, Sirpeka Oy, Finland
Richard C.A. Minnitt
Visiting Emeritus Professor, University of the Witwatersrand, Johannesburg, South Africa
Kim H. Esbensen
KHE Consult
Money out the window—either way

When previously industrialised or urbanised sites are redeveloped, the contamination of the soil is a vital consideration. It is essential that it is classified correctly as being fit for reuse or only for landfill, or even needing decontamination. When dealing with truck loads of soil, correct, representative sampling is essential to assure safety and to minimise unnecessary costs.
Kim Esbensen has enlisted the support of another doyen of representative sampling, Pentti Minkkinen. In the commercial world, the reason for analysis comes down to money: whether ensuring you are getting what you paid for, but not providing more than necessary, or in regulatory compliance and the avoidance of fines. Kim’s Column has been pushing the importance of not overlooking the sampling step since its beginnings, and this edition provides clear examples where the consequences are costly; very costly.

Many of you will be working in the cancer field, whether in diagnosis or research, in which case you will be very interested in this Sampling Column. Even if this is not your field of work, you will be interested from a personal point of view! It presents a fascinating idea and solution to improving the identification of different parts of a tumour and, thus, to provide better personalised treatment. “…in solid tumour oncology, representative sampling is truly a matter of life or death…”

This cannot be true—surely sampling and weighing are different activities. Well yes—and no! Sampling and weighing of traded metal, mineral and agro commodities are different activities—but at one or several stages in the supply chain they will come together in a single focus point, which is value ($, EUR).
The Sampling Column provides some easy-to-understand examples of what sampling errors are, what are the consequences of them and what can be done about them. Particular examples from pharma, PAT and NIR spectroscopy are provided.

Oscar Dominquez here presents the critical role of QM in the mining sector, where everything is BIG: tonnages, challenges, environmental impact, profits, risks—illustrating how proper sampling is a major critical success factor also here. But the mining sector view is not unique; the QM prerogatives can be carried over to very many other sectors as well.

There is hardly any other application field where correct sampling is as critically important than for Gold mineral resource estimation, because of the very low grades and the extremely irregular mineralisation heterogeneities encountered.
Latest Issue

Editor: Kim H. Esbensen
What is the meaning of analysing any sample if it cannot be documented to be representative? The answer is “none”, and that is the reason for this column. Starting with the Theory of Sampling, it builds into a valuable resource covering the theory and practice of representative sampling.
Read more about the Column Editor.