Antony Neil Daviesa and Martin Gerlachb
aExternal Professor, University of Glamorgan, UK. Director, ALIS Ltd, and ALIS GmbH–Analytical Laboratory Informatics Solutions
bVice President, PMT Process Analyzer Technology, Bayer Technology Services GmbH, Leverkusen, Germany
Background
I was recently able to visit the Hannover Messe Exhibition which was heavily oriented in the direction of heavy engineering and process management. Fortunately, after several hours of wandering through pipe work, valves and pumps I was lucky enough to reach the oasis of the stand of Bayer Technology Services (BTS) featuring a really interesting display of their range of process analytical technology including process spectroscopy and chromatography. Dr Martin Gerlach agreed to my request for an interview to provide some insights into the real world BTS approach and some excellent uptake of the analytical technology within the Bayer Group.
TD: Martin, thanks for finding time to discuss the BTS Process Analysis approach. When did you start in Leverkusen and what approach did you take to this work?
MG: When I arrived in 2000 in Leverkusen there was a clear need to advance the use of modern process analysis techniques. As anyone will know who has visited us here, the Bayer site in Leverkusen covers a very large area, so my assistant and I took to our bikes and surveyed the production facilities. For example, we identified all the distillation systems and back in the office located the responsible production business units.
TD: How much effort did you have to put in to get adoption of Process Analytical Technology?
MG: The business case for deploying PAT systems, both in older plants as well as in new builds, has proved to be very attractive. Of course, at the beginning it was important to have a good success story to convince the engineers that the additional effort was worth while, but we have now reached the position where we are being asked to come and do the work rather than having to make the hard sell.
It quickly became clear that PAT adoption could save on the costs of laboratory analyses, but far more gains were to be made by making use of the data being generated as part of a closed loop process control. In my opinion far too little weight has been put on this aspect in the past.
Return on investment
TD: Just what sort of return on investment do you achieve for your customers?
MG: Adding closed loop control on a large production plant can normally be expected to achieve around 10% productivity gains and pay for itself in about ¾ year. For multi-purpose plant where the reactions and products change during the year the calculation is more complex, but such multi-purpose plant also carries much higher overheads in conventional lab analysis every time the product is changed.
A manufacturing plant under manual control typically shows significant drift and slow reaction times to manual intervention in the running parameters. This means that If we have a target concentration, these characteristics force the operators to work at larger tolerances to avoid generating bad out-of-specification batches. With the NIR PAT systems in place—and their data being fed into the control loop—drift is dramatically reduced. We have seen that this is the case not only for distillation equipment but right across the range including crystallisation plant, driers etc.
The main benefit is a significant increase in capacity as well as the ability to reduce wastage and make a better, more consistent product. Additionally, we have been able to save energy and reduce manual sampling which has major positive health and safety effects.
TD: When you have a new customer how do approach a deployment?
MG: Not all locations on a particular plant are suitable for installing NIR sensors. So, although to replace the conventional laboratory batch analysis you would expect the sensors to be at the end of the process line, often the greatest improvement in plant efficiency is achieved by placing optical sensors earlier in the process. We will usually carry out a sensitivity study looking for locations where the data generated is sensitive to changes in the conditions within the vessels and where the data can be used to control some aspect of the running of the plant.
Technology
TD: How do you decide on the most appropriate technology to deploy?
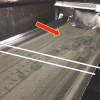
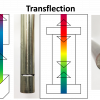
MG: From an analytical spectroscopy standpoint we are currently deploying mostly multiplexed NIR systems. We have 85 systems here running 350 measurement points, as shown in Figure 1.
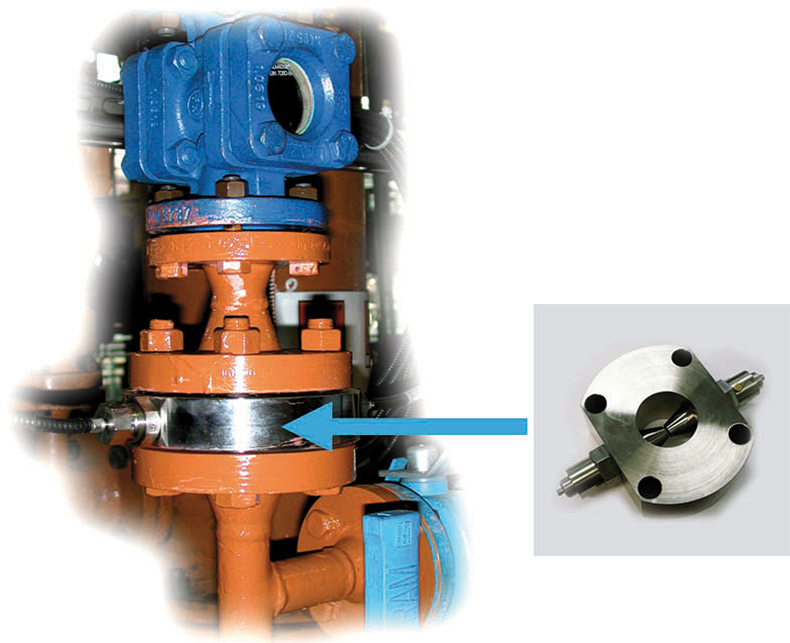
Figure 1. Example of an NIR flow cell measuring point.
We have some process chromatography, where the analytical requirement is for 99.9% purity measurements (mostly GC). More rarely, LC is needed where specific questions need to be answered such as molecular mass distributions, waste water analysis (for bactericide concentrations which may effect the waste water processing plant). These chromatography systems are expensive to install and have high running costs compared to NIR instruments. We only have three mid-infrared systems, one attenuated total reflection and two flow cell systems. I believe there is much unexplored potential in the mid-infrared, but problems with window contamination make the systems less robust than we need and have restricted the use to aqueous hydrazine analysis where we have seen no contamination effects.
Recent developments in automated self-cleaning systems should enable us to look again at the mid-infrared.
TD: Are there any common issues with which you have to cope?
MG: With 95% of our NIR systems delivering results through the use of chemometric analysis (the exception is for water) we quickly learnt that it is important to carry out the calibration on the plant where the system is being deployed rather than trying to simulate the conditions in a laboratory. It is obviously important to have the same pressure, temperature and flow rate conditions which cannot be simulated to a high enough standard away from the actual plant.
We also discovered that the sampling protocols and actual working practises on the plant need to be looked at. For example, although the reference sample was supposed to have been taken at 2am, due to other more pressing operational priorities the sample was actually taken at 4am. If you use the time in the protocol to link the reference laboratory data to the reference spectrum obviously errors would creep in and the calibrations suffer.
There have also been hardware issues—one of the more common being the ease in which optical fibres can be crushed in a plant environment.
TD: Clearly there has been an excellent take-up in Leverkusen but the Bayer Group is a global operator—how good has the response been in other countries?
MG: In Germany, our chemical production sites have almost no columns without PAT being deployed. In China, all the plants being deployed are equipped from day one. In North America, we are currently retro-fitting and we will have to look at South America, where we have the lowest percentage deployed.
TD: What would be the biggest advance you would like to see in the next few years?
MG: My biggest wish is that the pharmaceutical industry would open up more to the benefits of PAT. Not only as a Bayer employee keen to see Bayer products remaining or becoming more competitive, but also as a seller of services in this area and from the point of view of a potential customer.
The FDA PAT initiative in this direction is excellent but hasn’t really generated the response I had hoped for. There is certainly some interest in looking at the potential for new plant but I believe they really need to look longer and harder at the benefits of retro-fitting existing systems.
TD: Finally, what are you doing to try and achieve this?
MG: We are currently pushing our systems as part of an Operational Excellence Initiative. It is important for the engineers to see the benefits of deploying our technology and as we have had such success in the Chemistry side of the business I am hoping for great things from the Pharma people.
TD: I hope so too! Thanks for finding time to talk today.
Reference
Bayer Technology Services: http://www.bayertechnology.com