
Kim H. Esbensen
Owner, chief consultant, independent researcher at KHE Consulting, Aldersrogade 8, Copenhagen DK-2100, Denmark; guest-, associate-, visiting professor (Denmark, Norway, Puerto Rico, Quebec); E-mail: [email protected]
Perhaps you recognise the situation?
Your company has recently realised that several sampling stations along the “lot-to-aliquot” flow-path are, in fact, not delivering what was originally promised by the manufacturer of the sampling equipment. What evidence of representativity did the manufacturer or the company selling you equipment and solutions demonstrate? Or, perhaps your company has realised that your product is not always in accordance with the specifications of which you are rightfully proud; perhaps this was discovered after many more claims than expected? Or perhaps your company has conducted an intensive audit, where a consulting expert very quickly, all too quickly for comfort, zoomed in on “obviously non-representative samplers” installed at one or a number of locations? As a consequence, your company has made critical decisions partly based on what has hitherto been viewed as dependable analytical results. It has now turned out that this was based on invalid analytical aliquots, ultimately stemming from non-representative primary samples from the target lot. Worse, such deficiencies are far from always known or transparent to management. This column outlines what are reasonable demands to manufacturers or sellers of sampling equipment, systems or solutions.
Who/what is responsible?
When this matter comes up at your company’s next board meeting, it is inevitable that one or more diligent board members will pose critical questions:
- “WHY did this company so glibly accept assurances of representativity without demanding proof?”
- “WHO is responsible for sampling in this company?”
- “WHY did this company not know enough to challenge the manufacturer to demonstrate sampling representativity after installation but before accepting delivery?”
- “WHY did this company not have enough in-house expertise to demand such on-line performance on our own material?”
(A competent board will have many more pertinent questions, but let that be for now...)
Readers should know by now that there are quite specific rules, principles and design principles which must be in compliance with the world’s only existing, science-backed framework for sampling, the Theory of Sampling (TOS), in order for a sampling process to be representative. These prerequisites are codified in the world’s only standard for representative sampling, DS3077.1
If you did not hear this statement from your sampling equipment manufacturer or the pertinent sales department, something is very wrong! It is only fair of you/your company to demand that the TOS is explicable, and is indeed explained readily and voluntarily by any competent sampling equipment and sampling system solutions sales representative.
Even though, at first sight, companies may appear to work with different materials and lots, and under apparently very different operating circumstances, they in fact all potentially face exactly the same issues as outlined above. Sampling—representative sampling along the complete lot-to-analysis pathway—is often a hidden elephant in the room; not only in the board room but on the shop floor as well, and everywhere in between. Lack of proper attention to this critical aspect in very many sectors of materials processing and manufacturing can very easily lead to unrecognised faulty decisions by management.
Sampling has for decades been considered a complex subject, and a subject that is difficult to do anything about. This is a completely wrong understanding, however…. Answers to all these pertinent questions, and many more, can be found easily enough in the recently published literature, for example in the entry-level book Introduction to the Theory and Practice of Sampling.2 This overview of practical TOS principles will allow any company that requests representative sampling equipment to understand the fundamental information that is needed—and to able to state the critical questions that are needed to evaluate the various offerings from suppliers.
Minimum background
The following is a general procedure for establishing a representative sampling protocol.
TOS-compliant procedure for representative sampling1,2
- Define the analyte(s) of interest
- Delineate and prepare the lot for sampling (geometry, total mass, accessibility)
- Select equipment matching appropriate sampling accuracy demands
- Set the sampling precision required, for example 20%(rel), or other levels, depending on specific case demands
- Estimate primary sampling variability for the selected quality parameter(s), using a Replication Experiment (RE) or Variographic Characterisation (VC)
- On this basis, for process sampling, decide on sampling intervals (minutes for time basis sampling, or kg for mass basis sampling)
- Ascertain the material nominal top particle size in order to determine an appropriate increment mass
- Determine the number increments to be aggregated into composite samples; establish the number of composite samples required to reach the desired precision level (RE, VC)
- Determine optimal sub-sampling needed in order to deliver a representative analytical aliquot mass
- Variations to this protocol may occur, reflecting different material heterogeneities
All steps in this protocol development plan must follow the principles laid out by the TOS (Figure 1).1,2
Figure 1. Theory of Sampling credo.
The following is non-negotiable minimum basis for representative sampling competence.
- Critical success factor 1: Corporation/company/departmental/individual competence w.r.t the principles of the TOS at a minimum level commensurate with References 1 and 2.
- Critical success factor 2: Corporation/company/departmental/individual ability and willingness to eliminate or modify sufficiently, wrongly designed or already existing ISE manifestations.
Guide to design and implementation of a sampling plan
The following tasks shall be carried out for each sampling stage individually (Figure 2).
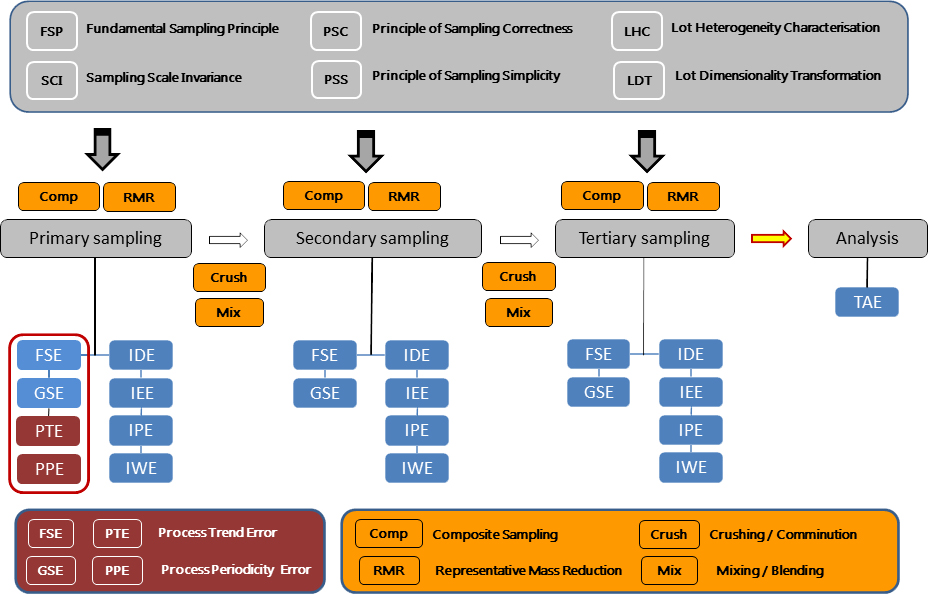
Figure 2. Framework overview of the Theory of Sampling (TOS). Sampling stages, six Governing Principles (GP), six (eight) Sampling Errors (ISE/CSE), four Sampling Unit Operations (SUO). Copyright KHE Consulting.
- ISE reduction/elimination (IDE, IEE, IPE, IWE). Elimination of all Incorrect Sampling Error (ISE) elements identified at each sampling stage. Before this has been achieved, there is no rational reason to proceed with task 2 below. N.B. Elimination of ISE is in practice only rarely carried out to completion. It is often acceptable to reach a “fit-for-purpose representativity” status which can be assessed by a Replication Experiment (RE) or a Variographic Characterisation (VC) of the performance of installed equipment on the specific material involved, which gives an estimate of the Total Sampling Error (TSE). Summarily this first task on any sampling agenda involves identification and complete or sufficient elimination of one, or more, of the four ISE, i.e. IDE, IEE, IPE, IWE.
- CSE reduction. After partial, or complete, elimination of ISE (task 1), further sampling procedure optimisation is most often obtained by reducing GSE i.e. by increasing the number of increments aggregated to composite samples, or by mixing, where and when possible. If either, or both, of these procedures do not result in sufficient reduction of TSE (as evidenced by repeated RE or VC), the final resort is crushing of the lot or sample material, always followed by thorough mixing.
- Whenever an ISE or CSE modification has been performed, repeat TSE estimation by re-doing the RE or VC verification procedure. Compare the TSE estimates, before and after, modification; the reduction in TSE is a reflection of the degree of success of reaching the level of “fit-for-purpose” % threshold.1,2
- All sampling procedures are multi-stage. Tasks 1–3 above shall be performed on each stage individually (primary, secondary and tertiary sampling stage), making practical implementation of TOS principles much less complicated than often perceived.
- The primary objective for all sampling plans (for a specific target material of a given heterogeneity, with a given sampling system) is to obtain a representative primary sample (fit-for-purpose status). For materials characterised by large grain-size contrasts, extracting an acceptable primary samplecomposite will necessitate a relatively high number of increments distributed so as to cover the entire lot, in direct correlation with the lot heterogeneity—or will necessitate crushing of the whole lot material before primary sampling, where such an operation is reasonable. Choosing among these alternatives requires a basic TOS competence and experience, or the sampling plan design/setup should be carried out in collaboration with a sampling expert. Forging ahead without certainty of representativity is a futile exercise, doomed to fail due to introduction of a sampling bias of unknown, and unmanageable magnitude. A sampling bias can only be eliminated by a correctly designed, implemented, operated and maintained sampling process.
- Once a representative primary sampling process has been obtained, subsequent sub-sampling is an easier and easier task, stage by stage. Once the primary sampling process accuracy has been achieved, adhering to similar characteristics for each subsequent sub-sampling stage is immensely easy, as this now only involves sampling precision. Sampling precision can be controlled in analogo of traditional statistics—a higher number of increments aggregated as a composite sub-sample will always help to reduce TSE to any practical, fit-for-purpose level desired.
- The order of execution of these tasks is as follows, for each sampling stage:
- Step 0: TSE estimation of existing procedure (RE/VC)
- Step 1: ISE elimination/reduction (IDE, IEE, IPE, IWE)
- Step 2: TSE estimation of modified procedure (RE/VC)
- Step 3: CSE reduction (1. GSE, 2. FSE)
- Step 4: TSE estimation of modified procedure (RE/VC)
- Total Sampling Error (TSE) reduction as mitigated by appropriate sampling procedures. In Figure 3, the relative TSE contributions are proportional to the indicated red/green areas (ISE + CSE).
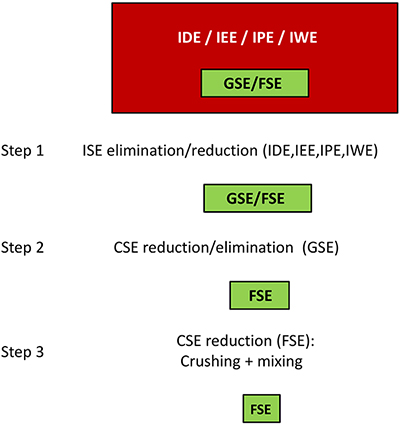
Figure 3. Counteracting TSE by successive ISE and CSE reductions. © KHE Consulting
It is obvious that getting rid of the ISE contribution to the TSE is the absolutely most important task in any development of a representative sampling protocol.
Conclusion
The overwhelming contribution to the TSE is due to incorrect sampling equipment/sampling procedure elements, which have not been counteracted w.r.t. ISE (IDE, IEE, IPE; IWE) (red in Figure 3), i.e. in which the sampling bias has not been eliminated. Depending upon the empirical heterogeneity of the material being sampled, the ISE-component typically makes up from 50 % to 80 % of the TSE. For this reason, it makes little sense, or no sense at all, to deal with sampling precision (due to CSE only) (green in Figure 3) without first having demonstrated successful sampling bias elimination (or significant reduction to comply with a fit-for-purpose representative sampling threshold). This can either take place by improved equipment design (by only using equipment in which sampling bias errors have been fully eliminated), or by optimising sampling procedures by informed, TOS-compliant diligence; or call in a sampling expert.
Fair questions to ask your supplier or sampling equipment provider
- Please define representativity, Incorrect and Correct Sampling Errors (ISE, CSE) and sampling bias.
- Please demonstrate how ISE have been eliminated for the equipment offered.
- Which recognised sampling standards have been used by the equipment supplier?
- Please provide evidence that the offered sampling equipment will operate on this company’s materials, under the relevant installation circumstances, with guaranteed representativity.
- Please assure that the equipment supplier is familiar with the facilities of i) Replication Experiment (stationary lots) and ii) Variographic Characterisation (process sampling).
This list of five sampling Quality Control questions will reveal with certainty whether your company is interacting with a TOS-competent sales department, or not…. Please ask for answers in writing, and make sure it is understood that unsubstantiated claims e.g. “representative sample equipment” will not be acceptable.
References
- DS3077, Representative sampling—Horizontal Standard. Danish Standards (2013). https://www.ds.dk
- K.H. Esbensen, Introduction to the Theory and Practice of Sampling. IMP Open, Chichester, UK (2020). ISBN: 978-1-906715-29-8, https://www.impopen.com/sampling
